Simply fill out the form to review our comprehensive catalog of product solutions for crushing, screening, and mining equipment.
The inclined screen is vibrating screening equipment that operates in a circular motion at a certain angle.
Although the crushing process is an important part in a plant, the screening quality and precision have the highest influence on the overall efficiency of all equipment. As the heart of every crushing and screening plant, an inclined vibrating screen is used for classifying material by size in every stage of the process, from feeding to the product separation. The different sizes of materials mixing with each other and an increase in recirculating material caused by low screening efficiency equals low profitability for every crushing and screening plant.
If you need a highly efficient vibrating screen!
MEKA Inclined Screens are the right solution.
























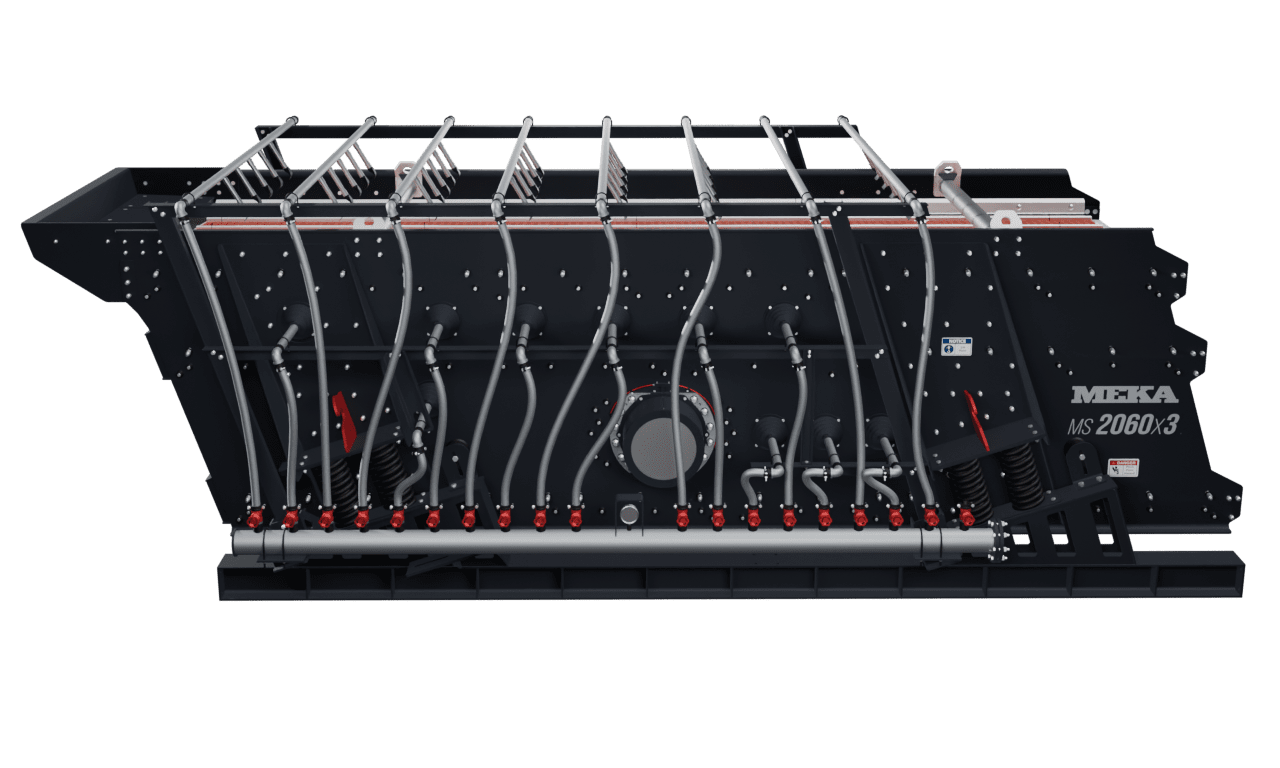


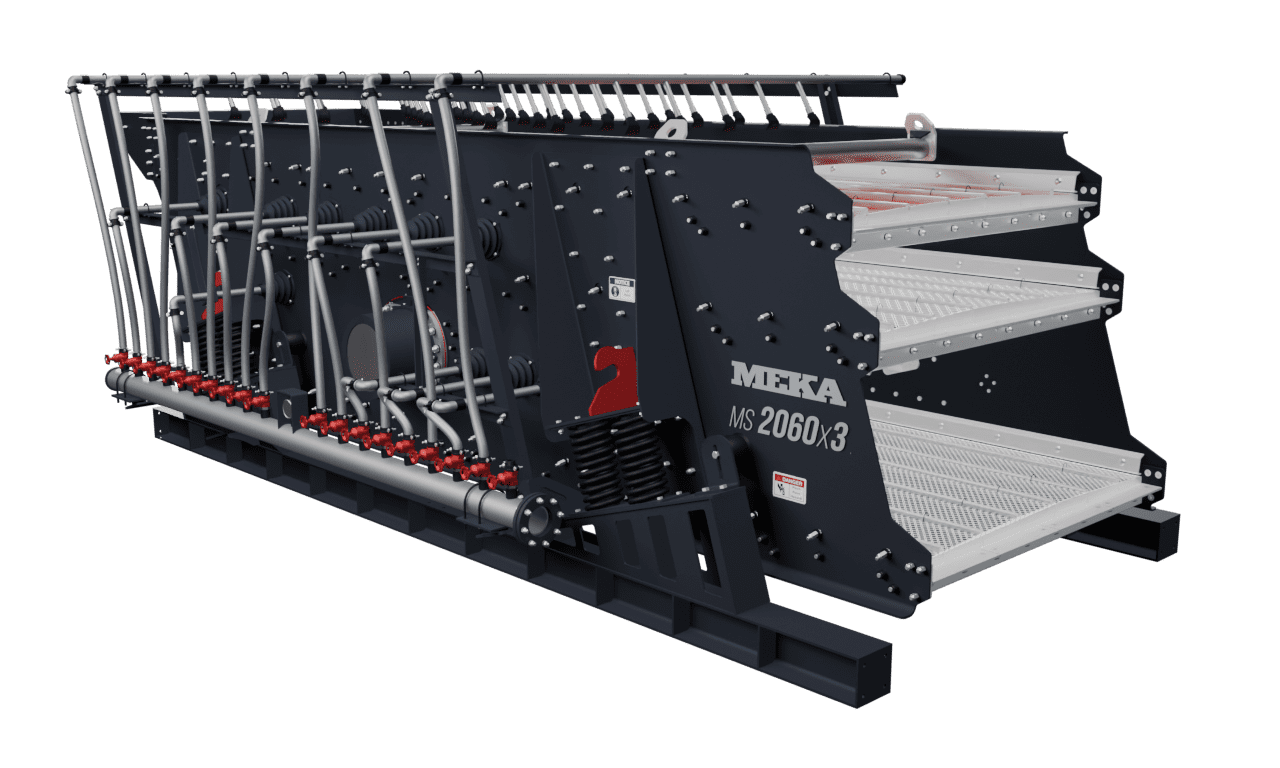

Thanks to the circular motion mechanism, MEKA Inclined Screens easily adapt to different screening conditions. The precise adjustment of amplitude and speed helps to achieve maximum efficiency according to the changing material structure. The extra strong body structure, huck bolt connection systems, modular drive mechanism and rubber insulated motor stand ensure long-term and trouble-free use.
Application
MEKA MS inclined screens feature a unique combination of characteristics that result in high capacity and high screening efficiency, as well as long service life. They are used for secondary, final sizing or even primary applications.
MS 1540X2 |
MS 1540X3 |
MS 1540X4 |
MS 1650X2 |
MS 1650X3 |
MS 1650X4 |
MS 1850X4 |
MS 2050X2 |
MS 2050X3 |
MS 2050X4 |
MS 2060X2 |
MS 2060X3 |
|
| Widthx Length (mm) | 1500x4000 | 1500x4000 | 1500x4000 | 1600x5000 | 1600x5000 | 1600x5000 | 1868x4877 | 2000x5000 | 2000x5000 | 2000x5000 | 2000x5000 | 2000x6000 |
| Power (kW) | 15 | 15 | 22 | 15 | 18,5 | 22 | 22 | 15 | 22 | 22 | 18,5 | 22 |
| *Weight (kg) | 3631 | 4610 | 6176 | 4225 | 6220 | 7534 | 7250 | 4600 | 6731 | 8750 | 5592 | 7468 |
MS 2060X4 |
MS 2460X2 |
MS 2460X3 |
MS 2460X4 |
MS 2563X2 |
MS 2563X3 |
MS 2563X4 |
MS 2573X2 |
MS 2573X3 |
MS 2573X4 |
|
| Widthx Length (mm) | 2000x6000 | 2000x6000 | 2000x6000 | 2400x6000 | 2500x6300 | 2500x6300 | 2500x6300 | 2500x7300 | 2500x7300 | 2500x7300 |
| Power (kW) | 22 | 22 | 30 | 30 | 30 | 30 | 37 | 30 | 37 | 2x30 |
| *Weight (kg) | 9289 | 6111 | 8158 | 9943 | 6598 | 8672 | 13435 | 10580 | 14000 | 19022 |
Would you like to receive a price quote for a MEKA inclined screen?
Do you need an inclined screen with different options and configurations?
Do you want to become a MEKA inclined screen dealer?
Let's move on to the next level. Contact us now by filling out the form.